
1. Cutting should start from the edge
Try to cut from the edge as much as possible, instead of perforating and cutting. Using the edge as the starting point will extend the life of the consumable parts. The correct method is to directly aim the nozzle at the edge of the workpiece before starting the plasma arc.
2. Reduce unnecessary “arc starting (or arc guiding)” time
The consumption of the nozzle and the electrode is very fast when starting the arc. Before starting, the torch should be placed within the walking distance of the cutting metal.
3. Don’t overload the nozzle
Overloading the nozzle (that is, exceeding the operating current of the nozzle) will quickly damage the nozzle. The current intensity should be 95% of the working current of the nozzle. For example: the current intensity of a 100A nozzle should be set to 95A.
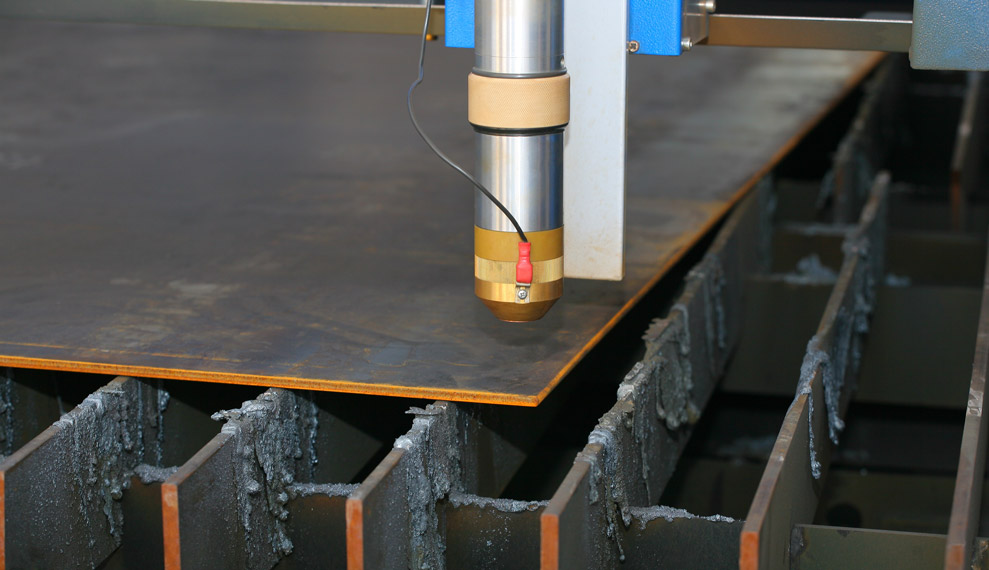
4. Use a reasonable cutting distance
According to the requirements of the instruction manual, use a reasonable cutting distance, which is the distance between the cutting nozzle and the surface of the workpiece. When piercing, try to use twice the normal cutting distance or the maximum height that the plasma arc can deliver.
5. The thickness of the perforation should be within the allowable range of the machine system.
The cutting machine can’t perforate the steel plate that exceeds the working thickness. The usual perforation thickness is 1/2 of the normal cutting thickness. Try to keep the cutting torch and consumables clean. Any dirt on the consumable parts will greatly affect the function of the plasma system. When replacing consumable parts, place them on a clean flannel, check the connection ribs of the cutting torch frequently, and clean the electrode contact surface and nozzle with hydrogen peroxide cleaner.
Post time:November-24-2021